








Описание системы "МАСКА"
Механико-Акустическая Система Контроля Арматуры «МАСКА» в комплекте с универсальным ультразвуковым дефектоскопом А1212 MASTER или А1214 EXPERT предназначена для проведения ультразвукового контроля сварных стыковых соединений арматуры выполняемых по ГОСТ 14098-85 при строительстве промышленных и жилых зданий и сооружений.
Дефектоскопы типа А1212 МАСТЕР и А1214 ЭКСПЕРТ имеют возможность работать по раздельной схеме, что необходимо для сопряжения дефектоскопа и системы «МАСКА» и обеспечивают уровень опорного сигнала согласно ГОСТ 23858, а так же позволяют запоминать до 100 настроек на различные типоразмеры стержней, что дает возможность быстрого переключения между настройками при контроле.
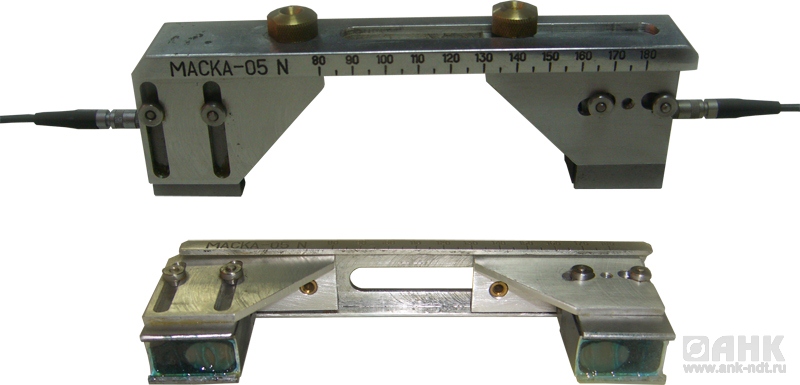
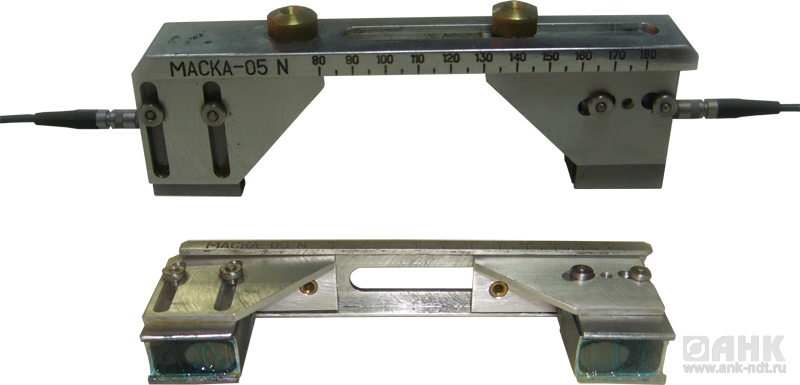
В систему «МАСКА» входит механическое устройство и два пьезоэлектрических преобразователя. Механическое устройство представляет собой жесткую направляющую с нанесенной шкалой для установки расстояния между ПЭП и две подвижные направляющие. Подвижные направляющие имеют возможность перемещаться и фиксироваться вдоль оси жесткой направляющей. Для крепления и равномерного прижатия системы к стержню арматуры направляющие оснащены магнитным прижимом.
Для начала работы требуется получить опорный уровень сигнала А0max на бездефектном участке стержня арматуры без сварного соединения.
Следует помнить, что для обеспечения надежного акустического контакта требуется использовать большое количество смазки, так как плотный контакт ПЭП со стержнем невозможен из-за ребер арматуры. Контактной жидкостью может служить смазка на основе синтетического клея - АКБ-1 или АКБ-2, либо специальные ультразвуковые гели.
Далее система устанавливается на участок стержня со сварным соединением таким образом, чтобы приемный и излучающий преобразователи находились на разных сторонах стержня относительно сварного соединения, как указано на схеме.
Сканируя с шагом к=nt, кратным шагу выступов изделия t, относительно сварного шва, проводим замеры амплитуд прошедшего сигнала Адi. Где n=1,2,3….i
Схема сканирования:

В данном случае для имитации дефекта был сделан запил на стержне, удовлетворяющий условиям:


После проведения измерений прошедшего сигнала Адi, результаты записываются в журнал контроля, и вычисляется значение максимального ослабления: ∆А max =А 0max – А дmin
Завершающим этапом является оценка годности сварного соединения. Оценку производят по трех бальной системе и устанавливают следующую градацию качества:
- балл I – неудовлетворительное качество (подлежат вырезке);
- балл II – удовлетворительное качество (необходимо усилить);
- балл III – высокое качество.
| Диаметр стержня, мм | Оценка в баллах | Значение разности амплитуд ∆А, дБ | |
| ТИП сварного соединения C4 –C13, 20 | ТИП сварного соединения С14-С19 | ||
| 20…25 | 1 2 3 | 15 8 ≤ ∆А ≤ 14 7 | 17 10 ≤ ∆А ≤ 16 9 |
| 28…32 | 1 2 3 | 16 10 ≤ ∆А ≤ 16 9 | 19 12 ≤ ∆А ≤ 18 11 |
| 36…40 | 1 2 3 | 19 12 ≤ ∆А ≤ 18 11 | 21 14 ≤ ∆А ≤ 20 13 |
Вертикальное перемещение системы магнитного прижатия преобразователя в интервале от 0 до 20 мм делает возможным контроль соединений с разным диаметром стержней арматуры:

Оценка качества сварных соединений со стержнями разных диаметров производится по той же таблице, но данные берутся для стержня меньшего диаметра.
Рекомендуемый комплект для контроля арматуры стержней от 18 до 40 мм:
- А1212 МАСТЕР ПРОФИ - электронный блок дефектоскопа с аккумуляторным питанием - 1 шт.;
- кабель LEMO-LEMO одинарный 1,2 м – 2 шт.;
- преобразователь П121-2,5-65 – 2шт.;
- механическое устройство «МАСКА»;
- чехол для А1212 МАСТЕР – 1 шт.;
- зарядное устройство ВС 071 для А1212 МАСТЕР – 1 шт.;
- кабель соединительный (прибор-зарядное устройство) для А1212М – 1 шт.;
- сетевой адаптер с кабелем для А1212 МАСТЕР – 1 шт.;
- кабель связи по USB – 1 шт.;
- компакт-диск с документацией и ПО для А1212 МАСТЕР – 1 шт.;
- мягкий кейс для А1212 МАСТЕР – 1 шт.;
- рекомендации по методике контроля с системой «МАСКА» - 1 шт.
Диапазон контролируемых диаметров может быть расширен до 80 мм, в этом случае в состав комплекта должны входить преобразователи П121-2,5-60-2 шт. и П121-2,5-50 – 2 шт.